

新闻详情
 友诚管业,打造钢管行业知名品牌
友诚管业,打造钢管行业知名品牌 

 全国服务热线
全国服务热线双密封法兰焊接连接
关于双密封法兰焊接连接
在常规的管道防腐连接方式中,焊接连接是常用的连接方式。但是焊接过程中,焊缝周围的内防腐层因为焊接高温影响很容易造成破坏,尤其是小口径管道内防腐层遭到焊接的破坏之后,很难进行二次焊口补口。如何在管道连接过程中对内焊缝进行防腐,一直制约了管道内防腐的质量。
双密封法兰焊接连接工艺弥补了以上的施工缺陷。双密封法兰焊接连接方式,可以有效的保护焊缝,不会对管道内防腐造成破坏,尤其是小口径防腐管道。这种连接方式保证了管道内防腐层质量,延长了防腐管道的使用寿命。
双密封法兰焊接连接适用领域
这种连接工艺常用于化学工程、石油工程、燃气输送工程、市政工程中管径小于等于DN500碳钢管道焊接。
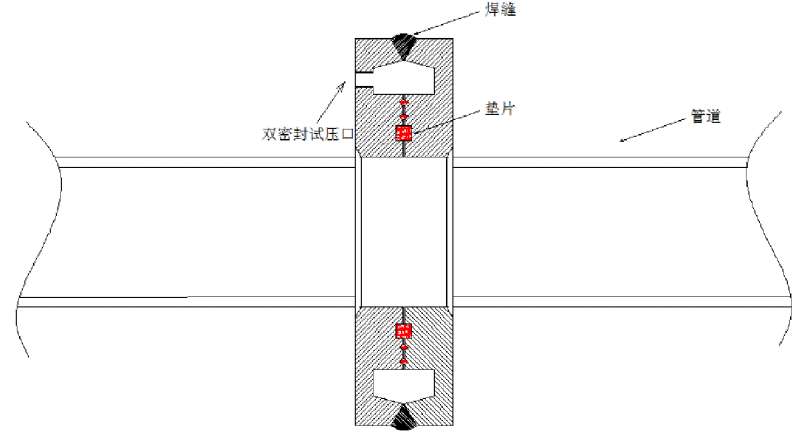
双密封法兰焊接连接的原理
管道双密封法兰焊接,是由亮片配对的双密封法兰与管道进行焊接连接,然后在两片双密封法兰中间加设阻燃垫片,法兰与法兰组对完成后,两片双密封法兰进行对口焊接。双密封法兰材质是20#钢组成,具有很好的焊接性能。
双密封法兰焊接采用手工钨极惰性气体保护焊(GTAW),手工电弧焊盖面(SMAW)进行焊接,通过利用双密封法兰的结构特点,及对双密封法兰焊接方法的控制,因焊缝与管道内壁间存在空间距离,焊接过程中适当的控制焊接热量后,有效的阻止焊接热量对管道内防腐层的破坏。在保证焊缝质量、焊缝强度前提下,有效的控制因焊接产生的热量对管道内防腐层的造成的破坏。
双密封法兰坡口加工采用机械方法进行加工,因密封法兰上焊接坡口已机加工成型,操作人员将坡口表面及周边10mm左右焊件上的油漆、锈、垢等杂物清除干净,焊件坡口打磨露出金属光泽。
双密封法兰焊接连接施工工艺流程
施工准备 → 材料验收 → 坡口打磨 → 安装垫片 → 配对双密封法兰组对 → 双密封法兰加紧 → 打底焊接 → 双密封预试压 → 焊缝填充、盖面 → 焊缝外观检查 → 焊缝无损检测 → 双密封水压试验 →排水、干燥 → 法兰试压口封堵 → 管道系统水压试验 → 排水、干燥

施工工艺要点:
双密封法兰锁紧以及夹具。
对口完成后,在焊接之前要对两片密封法兰进行锁紧,锁紧时根据现场条件选择使用液压钳、台钳、顶丝或自制装置对其进行锁紧。锁紧时根据管径不同,采用3至5套锁紧装置,锁紧装置均布对称锁紧即可。锁紧后,两片双密封法兰之间的间隙不得大于1mm。

水压试验
双密封法兰打底焊接完成后,首先进行双密封水压预试验,试验压力为管道设计压力,稳压30秒合格后,排出积水,进行焊缝填充、盖面,待焊缝焊接完成后,进行双密封水压试验,强度试验压力为管道试压压力的1.5倍,稳压30秒,合格后进行严密性水压试验,试验压力为设计压力,稳压60秒,试验合格后,排出法兰内积水,对试压口进行焊接封堵,确保封堵质量。

上一条: 沟槽卡箍连接―涂塑钢管连接方案
下一条: 涂塑钢管与镀锌钢管价格对比
